 |
 |
 |
 |
 |
 |
|
|
|
|
|
|
| 旋回リーゲルアタッチメントとは? |
① 先ずは完全なる解剖的形態を付与した後(作業工程は前後しますが、図5aを供覧下さいませ。)、 内冠部をミリング製作しますが、、、 リーゲルプレートの位置を確実に捉えた上で、ミリング加工を施すことが重要です。 本症例では約1mmのクリアランスしかなく、仕方なく咬合面メタルで製作しました。  図01 内冠ワックスフレーム形成(ミリング角0度:テレスコープ) 内外冠における合金の種類は、上部構造補綴装置の種類によって異なります。 本症例では頬側面のみハイブリッドレジン前装とし、咬合面はクリアランスの関係から メタル(白金加金合金)で製作したものの、、、 クリアランスが十分であればセラミックによるフル前装も可能です。 その場合には、内外冠にセラミック焼付用合金を選択しますが、 「ファラディの法則やカルバニック電池の原理」を踏まえて、内外冠はモノメタル合金 (1種類のみの同一合金)にしたいものです。
図02a
図02b 内冠フレーム厚みは摩擦力を考慮して、最低0.5mmは欲しいものです。 リーゲルアタッチメントだからあまり摩擦(フリクション)を考えなくても、、、 と極稀に考えがちですが、、、 もし、反対側にまで延長したり、テレスコープやコーヌスとして使用することにも対応するためには、 最低限度の厚みを確保する必要があります。
図03a
図03b ② リーゲルはリーゲル軸、リーゲル(レバー)本体部およびリーゲルボックスから構成されます。 リーゲル軸は十分に太い直径1.5~2㎜の合金スティックを用います。 リーゲル本体部の外内冠部の閂(かんぬき)作用を果たすためには、 リーゲル軸の中心を軸として、図4aのように360度回転できるリーゲル(レバー)本体部の 外冠への挿入辺縁角度が非常に重要です。
図04a~c (医歯薬出版.月刊『歯科技工 別冊/The MILLING』 1996年12月より)
③ 外冠部のワックス形成: リーゲル軸およびリーゲル(レバー)本体部は旋回の可能性を確認するために、 外冠内面部をパターンレジンにて回復し、外側部をワックス形成する。 また、リーゲルアタッチメント部に気泡を混入しないように注意深く埋没を行いたい。 本症例では頬側のみをハイブリッドレジン前装するために、リテンションビーズを付与する。
図05a&b ③ リーゲル(レバー)本体部の余剰部を外冠外形に合わせて削合調整する。 リーゲル(レバー)先端部となる外冠部には、若干の窪みを設け患者の手指の爪にて 旋回が可能であることを確認する。
図06a&b
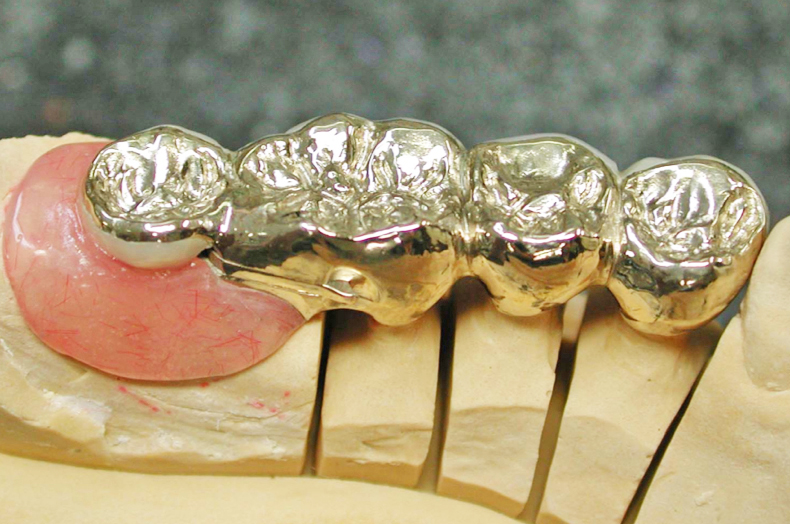
図07a&b ④ 最遠心部の歯牙37部は咬合圧を最小限に留めるために小臼歯形態とし、 粘膜負担とするため、PMMAにて義歯床とする必要があります。
図08 ⑤ 完成したリーゲルデンチャー補綴装置
【関連記事】 医歯薬出版社 月刊「歯科技工」別冊/The Milling :ミリングテクニックの基本と実践 Amazon The Milling
|
||