 |
 |
 |
 |
 |
 |
|
|
|
|
|
|
| ●ジルコニアフレーム(ブリッジ)の マージン調整法とその適合性 |
①ミリング加工直後のフレーム形態とマージン部の修正
1.ミリング加工後の3ユニットのブリッジ形態では、実際には予備焼結後の状態で、 予めマージン付近の形態や歯間鼓形空隙が生じる部分などの形態付けをシリコーンホイールやバーなどで 行なって置くことが望ましい。 最新のCAD機を用いることによって、完全焼結後にフレーム形態を顕著に切削加工する必要は無いものの、
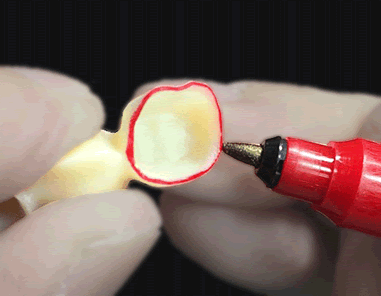
長期間、内面を削合して適合させる必要は無いものの、マージン部をシャープに微調整しなければならない。 そこで先ず、マージン外部に赤マジックによるマーキングを行い、 マージン先端部までを薄く削合する必要があります(図02)。
【図01 ジルコニアフレーム(上)とワックスアップ(下)】 【図02 マージン余剰幅を赤いマーカーでマーキング】
3.各支台歯マージン部にマーキングを行なった状態(図03)。
4.ここでは、Ultra Dia-Stone Wheel(茂久田商会;Dedeco社)および 松風ビトリファイドダイヤポイント(松風社)を使用します(図04)。
【図03 ペイント完了し、明瞭となったマージン】 【図04 ZR切削用ポイント】
5.最初にUltra Dia-Stone Whee (茂久田商会;dedeco)を用いて、全体のカンツァーを整え、 ビトリファイドダイヤポイント(松風)で微調整を行ないます。 その最も留意すべき事項として、赤マジックによって記入したマージン先端部が薄い1線状になるまで 削合することが必要です(図05)。
注意:言うまでも無く、マージン先端部がチッピングを生じるようなバーやホイールは選択せず、
6.必ずマイクロスコープ下で行い、マージン先端部がシャープな一直線状に形成されていることを確認する ものの、未だ記入したマーキングの太い部分を削合する必要があります(図06)。
【図05 大まかにマージン部を薄くして行く】 【図06 余剰分を切削し、完成形に近づいたマージン】
7.マージン部調整の完成(図07) 8.マイクロスコープ下で、 マージン先端部がシャープな一直線状に形成されていることが見てとれます(図08)。
【図07 約80%切削の終了したマージン】 【図08 ショルダー部に大きく厚みが残されている】
9.前装部のマージン近傍は前装用マテリアルの厚みおよび対応する強度を保証する上で、
②マージン部 シャンファー形態の付与
下図のように適応するションファー形態に切削加工する必要があります(図10)。
【図09 先端の丸いポイントでシャンファー形成を行う】 【図10 シャンファー形成されたマージン部】
11.エアータービンに挿入した蕾状ダイヤモンドバーを用い、 歯間鼓形空隙およびポンティックのシャンファー形態を削合し、付与して行きます。
注意:ジルコニアが有する特性として、非常に強度はあるものの、 比熱が大きいため、発熱によるマイクロクラック、チッピングや破折を生じやすい。
③孤歯感の追求と微細構造を付与したフレーム形態
12.サポート形態を付与した隣接部などは形態的に狭窄していることを考慮すれば、 カッティングディスク等を用いて削合します。
注意:付与形態に応じたバー、ホイールやディスクなど適用する切削加工用インスツルメント類を 選択しなければなりません。
【図11 ポンティック部の形態修整 【図12 ディスキング】
13.フレーム表面を均一に均しながら、微細構造を付与する加工では、 「カーボランダムポイント」を使用します(図13)。
逆説的に緻密な面を加工するためにも、カーボランダムポイントを使用する必要があります。
14.微調整および艶出し加工も可能である 「セラダイヤポリッシャー #1125,1122(Dedeco社)」を使用します(図14)。
【図13 カーボランダムで均一に面を慣らす】 【図14 中研摩用ダイヤモンドシリコーン】
15.マージン部付近はチッピングを回避するためにも、優しく調性を行ない、 若しくは、ホイール等を逆回転した調整も有意性をもちます(図15)。
16.完成したジルコニアフレーム(図16)。
【図15 マージンを研磨し、鋭利に仕上げる】 【図16 マージンの研磨されたフレーム】
17.左;wax up後のフレーム、右;ジルコニアフレーム(図17)
右のジルコニアフレームは左のwax up後のフレーム形態を必要性に適応するよりシャープ感を有する 形態でなければならないのです(図17)。
【図17 ワックスアップとジルコニアフレームの比較】
*スポンサーサイト |